Note that I moved the conveyor belt tightening adjustment to the
right of the vertical support.
That makes it easier to get to with a wrench.
I also staggered the coarse height adjustment holes and bored
two holes in the sides of the platen assembly to use them.
In all instances, I did not use any threaded inserts.
Instead, I tapped threads into the Ash.
Total materials cost: $194.50.
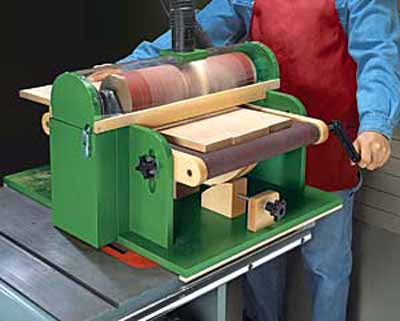
The best part about this machine is that it works!
Just remember that you only take off at most .002" of stock
at a pass and several passes are required.
Other units such as Performax ,might take off more thickness
per pass, but remember that the more stock that you remove,
the greater the load on the TS motor.
You could stall it completely if you wanted to, even though
mine is a Baldor rated at 1.5 Hp+.
And then you also risk sanding a cup in the panel if the conveyor
stalls out.
That's something to avoid.
The idea is to take off at most the thickness of a sheet of
typing paper, en route to a smooth, even finish.
The ROS will still be needed to produce a 220- or 400-grit
smooth surface.
The two biggest advantages I see that this machine has over
the thickness planer is that the wood grain can go any direction,
and there is extra width.
This baby weighs about 80 lb... without it's own motor...
about the same as my Dewey thickness planer.
I purposely avoided MDF for the base and side supports to save
weight.
Note that my side supports are two 3/4" layers thick, whereas
ShopNotes called for three to support the pillow blocks.
So, I save a few pounds there also.
And, the platform base is not a solid slab.
I lap jointed 4" wide lengths of 4/4 Ash, all the same length.
One thing I forgot to mention, I used 6/4 Walnut disks to make
the big drum--about 20.
That saved a little weight also.
Even Ash would have been heavier.
Walnut smooths out very nicely also.
Perhaps another good alternative would have been
Poplar.
The point is, using MDF about everywhere adds unnecessary
weight.
If you mounted this on a bench and self-powered it with a 1-1/2
Hp motor, you are now looking at 130 lb or so.
I could do this in the future, but right now I'm standing pat.
The hookup time to the TS is surprisingly fast.
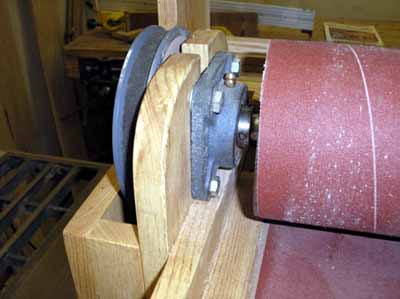
Most of the machine parts came from the
Surplus Center in Lincoln, Nebraska
(bearings, pulleys, and sprockets).
I used cast iron pulleys, and they have no wobble at all--excellent
precision.
The flange conveyor bearings are sealed, and the big 3/4" heavy-duty
flange bearings for the drum have grease zerks.
I bumped the conveyor shafts to 5/8" rather than 1/2" because of
the extra width, and it's easier to find 5/8" bearings than 1/2".
The chain drive is .025" pitch.
The chain tension adjustment is my design.
The motor is mounted to the conveyor assembly, not the main frame,
so chain tension is independent of panel stock thickness.
I since outfitted it with a second gear motor that I can switch to
and drop the speed 12 to 1 for cutting metal.
The old beast just won't quit.
The company may not even be in business anynore.
I estimate about 60 hours of work, but I did it off and on,
mostly as a weekend and evening warrior.
There is also a learning curve involved.
I could probably build a second one in less than half that time.
All the abrasives are sold by
Klingspor's.
The wide conveyor belt will never change.
I may buy a 180-grit sanding roll for the drum and use it now
and then.
The 120-grit that's mounted now seems to be best for general-purpose
work. It takes about 20 minutes to wrap and secure the drum.
Thank you and enjoy,
Edwin
|

|
|